Plasaritjet e saldimit si klasa më e dëmshme e defekteve të saldimit, duke ndikuar seriozisht në performancën dhe sigurinë dhe besueshmërinë e strukturave të salduara. Sot do t'ju çojmë të njihni një nga llojet e çarjeve - çarjet e laminuara.
01
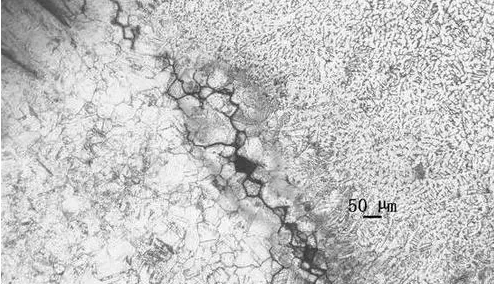
Përfshirjet jometalike, pllaka çeliku në procesin e rrotullimit do të jenë disa përfshirje jo metalike brenda çelikut, etj. (të tilla si sulfide, silikate) të mbështjellë në një brez paralel me drejtimin e rrotullimit, duke rezultuar në ndryshueshmëri në vetitë mekanike të çeliku, inkluzionet janë struktura të salduara për të prodhuar grisje laminare të faktorëve të mundshëm, por edhe arsyeja kryesore për prodhimin e grisjes laminare.
02
Stresi i shtrëngimit, për shkak të ciklit termik të saldimit, nyjet e salduara do të shfaqen forcë shtrënguese, për një nyje të caktuar të pllakës së trashë të mbështjellë në formë T dhe nyje tërthore, në parametrat e saldimit në kushte të të njëjtave kushte, ka një stres kritik shtrëngues ose përkulje. forca e kufizimit, kur më e madhe se kjo vlerë është e prirur të prodhojë grisje laminare.
03
Difuzioni i hidrogjenit, hidrogjeni është një nxitës i plasaritjes, për shkak të difuzionit të hidrogjenit dhe i kombinuar në një molekulë në mënyrë që stresi lokal rritet në mënyrë dramatike, kur hidrogjeni mblidhet në përfshirjet në fund të promovimit të përfshirjeve jometalike dhe humbjes së metaleve. të ngjitjes, dhe do të tërhiqen nga përfshirjet fqinje në metal, në thyerje të karakteristikave të thyerjes së hidrogjenit.
04
Vetitë e materialit mëmë, megjithëse përfshirjet janë shkaku kryesor i grisjes laminare, por vetitë mekanike të metalit gjithashtu kanë një ndikim shumë të rëndësishëm në grisjen laminare. Fortësia e dobët e plastikës së metalit, ka më shumë gjasa të plasaritet, domethënë, rezistenca e dobët ndaj grisjes laminare.
Përkthyer me www.DeepL.com/Translator (versioni falas)

Pajisjet e saldimit Xinfa kanë karakteristikat e cilësisë së lartë dhe çmimit të ulët. Për detaje, ju lutemi vizitoni:Prodhuesit e saldimit dhe prerjes – Fabrika dhe furnizuesit e saldimit dhe prerjes në Kinë (xinfatools.com)
Për të parandaluar krijimin e çarjeve laminare, gjëja kryesore në procesin e projektimit dhe ndërtimit është shmangia e stresit të drejtimit Z dhe përqendrimi i stresit, masat specifike janë si më poshtë:
1. Përmirësoni dizajnin e bashkimit për të reduktuar tendosjen e kufizuar. Masat specifike të tilla si: do të çojë shtrirjen e pllakës së harkut në një gjatësi të caktuar, të ketë efekt në parandalimin e plasaritjes; ndryshoni rregullimin e saldimit për të ndryshuar drejtimin e stresit të tkurrjes së saldimit, pllakën e harkut vertikal në pllakën e harkut horizontal, ndryshoni pozicionin e saldimit, në mënyrë që bashkimi i drejtimit të përgjithshëm të forcës paralel me shtresën e mbështjellë, mund të përmirësohet shumë performanca e grisjes anti-laminare.
2. Miratimi i metodës së duhur të saldimit, përdorimi i metodës së saldimit të ulët me hidrogjen është i favorshëm, të tilla si saldimi i mbrojtur me gaz, saldimi me hark i zhytur në tendencën e çarjes së ftohtë është i vogël, është i favorshëm për të përmirësuar performancën e grisjes anti-laminare.
3. Përdorimi i materialeve të saldimit që përputhen me forcë të ulët, metali i saldimit ka një pikë të ulët rendimenti, duktilitet të lartë, i lehtë për t'u bërë tendosja është e përqendruar në saldim dhe zvogëlon zonën e prekur nga nxehtësia e tendosjes së materialit bazë, mund të përmirësojë performancën e grisjes anti-laminare.
4. Në përdorimin e teknologjisë së saldimit, përdorimi i shtresës izoluese të sipërfaqes së sipërfaqes; saldim simetrik, në mënyrë që shpërndarja e sforcimit të jetë e balancuar, duke zvogëluar përqendrimin e sforcimit.
5. Për të parandaluar grisjen laminare të shkaktuar nga plasaritjet e ftohta, duhet të përpiqemi maksimalisht të marrim disa masa për të parandaluar plasaritjen e të ftohtit, të tilla si përmirësimi i ngrohjes paraprake dhe kontrolli i temperaturës së ndërshtresës, etj. Përveç kësaj, ne mund të adoptojmë edhe metodat e lehtësimit të stresit siç është pjekja e ndërmjetme.
6. Ne gjithashtu mund të kontrollojmë madhësinë e saldimit, duke përdorur këmbë të vogla saldimi, procesin e saldimit me shumë kanale.
Përkthyer me www.DeepL.com/Translator (versioni falas)
Koha e postimit: Gusht-24-2023


