1. G73 (cikli i thyerjes së çipit) zakonisht përdoret për përpunimin e vrimave më të thella se 3 herë diametri i stërvitjes, por që nuk e kalon gjatësinë efektive të tehut të stërvitjes. 2. G81 (cikli i vrimave të cekëta) zakonisht përdoret për shpimin e vrimave qendrore, zhveshjes dhe vrimave që nuk e kalojnë 3 herë diametrin e shpimit. Me daljen e mjeteve të brendshme të ftohjes, për të përmirësuar efikasitetin e përpunimit, ky cikël do të zgjidhet edhe për shpime. 3. G83 (cikli i vrimave të thella) zakonisht përdoret për përpunimin e vrimave të thella.
Kur makina është e pajisur me ftohje në qendër të boshtit (dalje uji)
Kur mjeti mbështet edhe ftohjen qendrore (dalja e ujit)
Zgjedhja e G81 për të përpunuar vrimat është zgjidhja më e mirë
Ftohësi me presion të lartë jo vetëm që do të largojë nxehtësinë e krijuar gjatë shpimit, por gjithashtu do të lubrifikojë skajin e prerjes më në kohë. Presioni i lartë gjithashtu do të thyejë drejtpërdrejt çipat e stërvitjes. Patate të skuqura të vogla të krijuara gjithashtu do të shkarkohen nga vrima në kohë me rrjedhën e ujit me presion të lartë, duke shmangur konsumimin e veglave dhe degradimin cilësor të vrimës së përpunuar të shkaktuar nga prerja dytësore. Meqenëse nuk ka asnjë problem ftohjeje, lubrifikimi dhe heqjes së çipave, është zgjidhja më e sigurt dhe më efikase midis tre cikleve të shpimit.
Veglat CNC Xinfa kanë karakteristikat e cilësisë së mirë dhe çmimit të ulët. Për detaje, ju lutemi vizitoni:Prodhuesit e veglave CNC - Fabrika dhe furnizuesit e veglave CNC të Kinës (xinfatools.com)
Materiali i përpunimit është i vështirë për t'u thyer patate të skuqura, por kushtet e tjera të punës janë të mira
Kur nuk ka ftohje në qendër të gishtit (dalje uji)
Përdorimi i G73 është një zgjedhje e mirë
Ky cikël do të arrijë thyerjen e çipit në një kohë të shkurtër pauze ose një distancë të vogël tërheqjeje, por pjesa e shpimit duhet të ketë aftësi të mirë për heqjen e çipit. Një brazdë më e lëmuar e çipave do të lejojë që patate të skuqura të shkarkohen më shpejt për të shmangur ngatërrimin me grilat e shpimit të ardhshëm, duke shkatërruar kështu cilësinë e vrimës. Përdorimi i ajrit të kompresuar si një mjet ndihmës për heqjen e çipave është gjithashtu një zgjedhje e mirë.
Nëse kushtet e punës janë të paqëndrueshme
Përdorimi i G83 është zgjidhja më e sigurt
Përpunimi i vrimave të thella do të bëjë që skaji i prerjes së shpimit të konsumohet shumë shpejt sepse nuk mund të ftohet dhe lubrifikohet në kohë. Patate të skuqura në vrimë gjithashtu do të jenë të vështira për t'u shkarkuar në kohë për shkak të thellësisë. Nëse patate të skuqura në brazdë të çipit bllokojnë ftohësin, kjo jo vetëm që do të zvogëlojë shumë jetëgjatësinë e mjetit, por patate të skuqura do ta bëjnë gjithashtu më të ashpër murin e brendshëm të vrimës së përpunuar për shkak të prerjes dytësore, duke shkaktuar më tej një cikël vicioz.
Nëse mjeti ngrihet në lartësinë e referencës -R pas shpimit në një distancë të shkurtër -Q, mund të jetë më i përshtatshëm kur përpunohet afër fundit të vrimës, por do të duhet shumë kohë për të përpunuar gjysmën e parë të vrimës. gjë që shkakton mbeturina të panevojshme.
A ka ndonjë metodë më të optimizuar?
Këtu janë dy mënyra për të përdorur ciklin e vrimave të thella G83
1: G83 X_ Y_ Z_ R_ Q_ F_
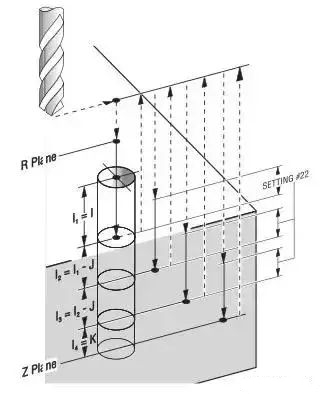
2: G83 X_ Y_ Z_ I_ J_ K_ R_ F_
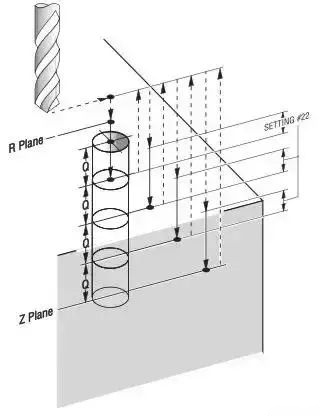
Në metodën e parë, vlera Q është një vlerë konstante, që do të thotë se nga lart në fund të vrimës, çdo herë përdoret e njëjta thellësi për përpunim. Për shkak të nevojës për sigurinë e përpunimit, zakonisht zgjidhet vlera më e vogël, që nënkupton gjithashtu shkallën më të vogël të heqjes së metaleve, dhe shumë kohë përpunimi humbet në mënyrë të padukshme.
Në metodën e dytë, thellësia e secilës prerje përfaqësohet përkatësisht me I, J dhe K:
Kur gjendja e punës në pjesën e sipërme të vrimës është e mirë, ne mund të vendosim një vlerë më të madhe I për të përmirësuar efikasitetin e përpunimit;
Kur gjendja e punës në mes të vrimës së përpunimit është mesatare, ne përdorim një vlerë J të reduktuar gradualisht për të siguruar sigurinë dhe efikasitetin; kur gjendja e punës në fund të vrimës së përpunimit është e keqe, vendosim vlerën K për të garantuar sigurinë e përpunimit.
Në përdorim aktual, metoda e dytë mund të rrisë efikasitetin tuaj të shpimit me 50% dhe të kushtojë zero!
Koha e postimit: 22 korrik 2024


