Çfarë është bluarja Trokoide
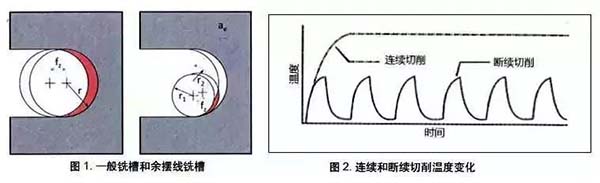
Mullinjtë fundorë përdoren më së shumti për përpunimin e planeve, brazdave dhe sipërfaqeve komplekse. Ndryshe nga tornimi, në përpunimin e hullive dhe sipërfaqeve komplekse të këtyre pjesëve, është shumë i rëndësishëm edhe projektimi i shtegut dhe përzgjedhja e frezimit. Ashtu si metoda e përgjithshme e bluarjes me slot, këndi i kontaktit të harkut të përpunimit të njëkohshëm mund të arrijë një maksimum prej 180°, gjendja e shpërndarjes së nxehtësisë është e dobët dhe temperatura rritet ndjeshëm gjatë përpunimit. Megjithatë, nëse rruga e prerjes ndryshohet në mënyrë që prerësi të rrotullohet nga njëra anë dhe të rrotullohet nga ana tjetër, këndi i kontaktit dhe sasia e prerjes për rrotullim zvogëlohen, forca e prerjes dhe temperatura e prerjes zvogëlohen dhe jeta e mjetit zgjatet. . Kështu, prerja mund të vazhdohet për një kohë të gjatë, siç (Figura 1) quhet bluarje trokoide.
Avantazhi i tij është se zvogëlon vështirësinë e prerjes dhe siguron cilësinë e përpunimit. Përzgjedhja e arsyeshme e parametrave të prerjes mund të përmirësojë efikasitetin dhe të zvogëlojë kostot, veçanërisht kur përpunohen materiale të vështira për t'u përpunuar, siç janë lidhjet rezistente ndaj nxehtësisë dhe materialet shumë të forta, ai mund të luajë rolin e tij në mënyrë të konsiderueshme dhe ka potencial të madh zhvillimi, i cili mund të jetë arsyeja pse industria i kushton gjithnjë e më shumë vëmendje dhe zgjedh metodën e bluarjes trokoide.
 Përparësitë teknike
Përparësitë teknike
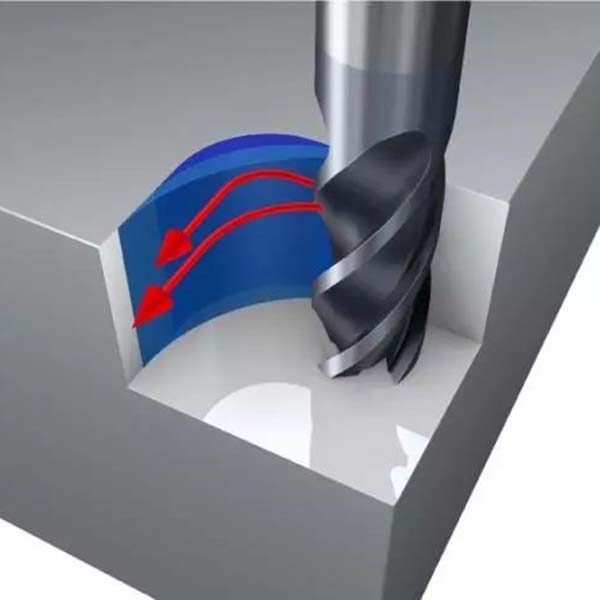
Ciklodi quhet edhe trokoidi dhe epikikloidi i zgjeruar, pra trajektorja e një pike jashtë ose brenda rrethit lëvizës kur rrethi lëvizës shtrin një vijë të caktuar të drejtë për rrokullisje pa rrëshqitje. Mund të quhet edhe cikloid i gjatë (i shkurtër). Përpunimi trokoid është përdorimi i një mulli fundor me një diametër më të vogël se gjerësia e brazdës për të përpunuar një brazdë gjysmë harku në një pjesë të vogël të harkut në anën e tij. Mund të përpunojë brazda dhe zgavra të ndryshme sipërfaqësore. Në këtë mënyrë, në teori, një mulli fundor mund të përpunojë brazda dhe profile të çdo madhësie më të madhe se ai, dhe gjithashtu mund të përpunojë një sërë produktesh në mënyrë të përshtatshme.
Me zhvillimin dhe aplikimin e teknologjisë kompjuterike të kontrollit numerik, rruga e kontrollueshme e bluarjes, optimizimi i parametrave të prerjes dhe potenciali i shumëanshëm i bluarjes trokoide po përdoren dhe vihen në lojë gjithnjë e më shumë. Dhe është konsideruar dhe vlerësuar nga industritë e përpunimit të pjesëve të tilla si hapësira ajrore, pajisjet e transportit dhe prodhimi i veglave dhe mykut. Veçanërisht në industrinë e hapësirës ajrore, aliazh titani i përdorur zakonisht dhe pjesët e aliazhit rezistent ndaj nxehtësisë me bazë nikelit kanë shumë karakteristika të vështira të përpunimit, duke përfshirë:
Forca dhe fortësia e lartë termike e bëjnë të vështirë durimin apo edhe deformimin e mjetit prerës;
Forca e lartë e prerjes e bën tehun të lehtë për t'u dëmtuar;
Përçueshmëria e ulët termike e bën të vështirë eksportimin e nxehtësisë së lartë në zonën e prerjes, ku temperatura shpesh kalon 1000ºC, gjë që përkeqëson konsumimin e veglave;
Gjatë përpunimit, materiali shpesh ngjitet në teh, duke rezultuar në buzë të ndërtuara. Cilësi e dobët e sipërfaqes së përpunuar;
Fenomeni i forcimit të punës së materialeve aliazh rezistente ndaj nxehtësisë me bazë nikel me matricë austeniti është serioz;
Karbitet në mikrostrukturën e lidhjeve rezistente ndaj nxehtësisë me bazë nikel do të shkaktojnë konsumim gërryes të mjetit;
Lidhjet e titanit kanë aktivitet të lartë kimik, dhe reaksionet kimike gjithashtu mund të përkeqësojnë dëmtimet etj.
Këto vështirësi mund të përpunohen vazhdimisht dhe pa probleme me ndihmën e teknologjisë së bluarjes trokoide.
Për shkak të optimizimit të vazhdueshëm të materialeve të veglave, veshjeve, formave dhe strukturave gjeometrike, përparimit të shpejtë të sistemeve inteligjente të kontrollit, teknologjive të programimit dhe veglave makinerike multifunksionale me shpejtësi të lartë, me efikasitet të lartë, me shpejtësi të lartë (HSC) dhe me efikasitet të lartë. Prerja (HPC) ka arritur gjithashtu një nivel. lartësi të reja. Përpunimi me shpejtësi të lartë kryesisht konsideron përmirësimin e shpejtësisë. Përpunimi me efikasitet të lartë jo vetëm që duhet të marrë në konsideratë përmirësimin e shpejtësisë së prerjes, por gjithashtu të marrë parasysh reduktimin e kohës ndihmëse, të konfigurojë në mënyrë racionale parametra të ndryshëm të prerjes dhe shtigjet e prerjes, dhe të kryejë përpunimin e përbërë për të reduktuar proceset, për të përmirësuar shkallën e heqjes së metaleve për njësi të kohës, dhe në të njëjtën kohë zgjasin jetëgjatësinë e mjetit dhe zvogëloni koston, merrni parasysh mbrojtjen e mjedisit.
perspektiva e teknologjisë
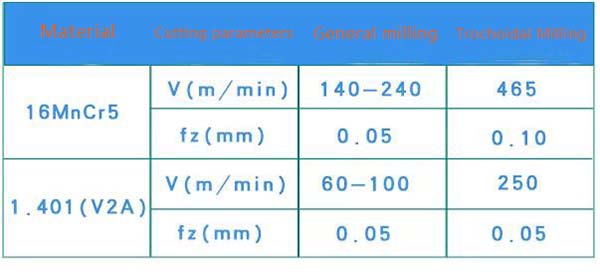
Sipas të dhënave të aplikimit të bluarjes trokoide në motorët aeroplanë (siç tregohet në tabelën më poshtë), kur përpunohet aliazh titani Ti6242, kostoja e veglave prerëse për njësi vëllimi mund të reduktohet me gati 50%. Orët e punës mund të reduktohen me 63%, kërkesa e përgjithshme për mjete mund të reduktohet me 72%, dhe kostot e mjeteve mund të reduktohen me 61%. Orari i punës për përpunimin e X17CrNi16-2 mund të reduktohet me rreth 70%. Për shkak të këtyre përvojave dhe arritjeve të mira, metoda e avancuar e bluarjes trokoidale është aplikuar në gjithnjë e më shumë fusha, si dhe ka marrë vëmendje dhe ka filluar të aplikohet në disa fusha të përpunimit me mikro precizion.
Koha e postimit: Shkurt-22-2023


